



延时氮气弹簧系统在汽车冲压模具中的应用
发表时间:2018-09-03 16:26浏览量:
汽车模具中广泛应用氮气弹簧,但在冲压生产过程中,冲床滑块开始回程时氮气弹簧的瞬间回弹常使制件不能完全成形到所需尺寸,或者因氮气弹簧瞬间回弹对制件的冲击而使其产生瑕疵,影响制件的尺寸、外观和强度等。
为了解决这些问题,推出了延时(可控)氮气弹簧系统。通过延时氮气弹簧系统的应用,有效解决了冲床滑块回程时氮气弹簧瞬间回弹问题,改善了制件的质量和强度,使得冲压生产效率大幅提升。
结构及工作原理
图1所示为标准锁紧型延时氮气弹簧系统。
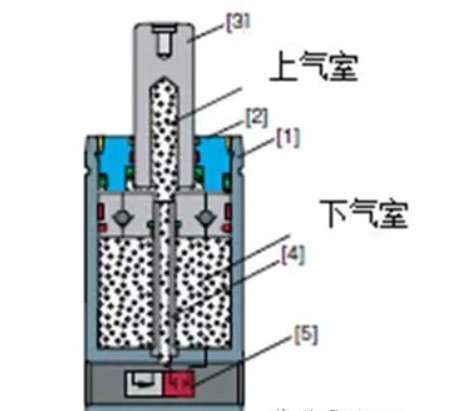
图1 标准锁紧型延时氮气弹簧系统
1.带有单向阀的活塞杆总成 2.导向组件
3.缸体 4.内活塞杆 5.开闭阀
氮气弹簧内的氮气被封闭在上气室和下气室,当进行冲压生产时,氮气从下气室通过在活塞杆总成上的单向阀进入上气室,在开闭阀给予0.4MPa以上压力时,单向阀被关闭(见图2)。
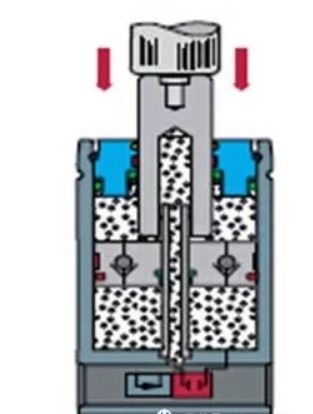
图2 上止点状态
活塞杆到达下止点位置时,上气室压力大于下气室压力,活塞杆被锁住,机床滑块回程时,活塞杆不会马上向上返回,起到延时可控的作用。
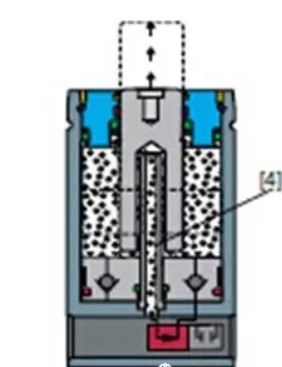
图3 下止点状态
再次打开开闭阀(见图3),上气室的氮气通过内活塞杆返回到下气室,活塞杆开始从下止点向上止点缓慢回程。
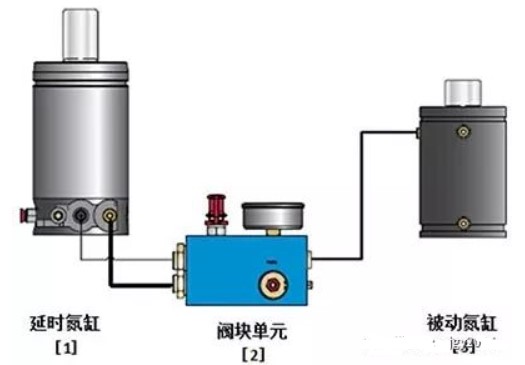
图4 完全锁紧型延时氮气弹簧系统
图4所示为完全锁紧型延时氮气弹簧系统,最终结果是完全克服了氮气弹簧的回弹,使其零回弹并延时。
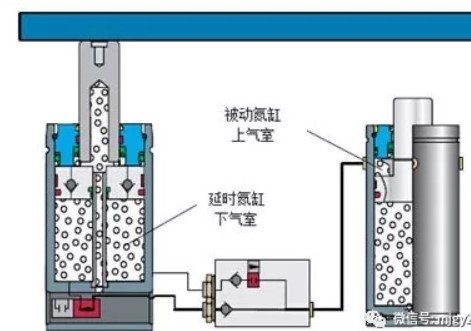
图5 完全锁紧型结构及上止点状态
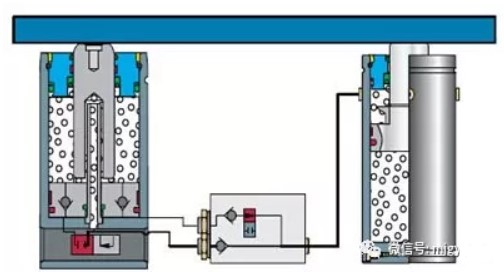
图6 完全锁紧型下止点状态
冲压生产开始时(见图5),延时氮气弹簧的下气室氮气经过单向阀进入上气室,到达下止点(见图6),延时氮气弹簧的下气室残存的氮气,经过阀块进入被动氮气弹簧的上气室,使得活塞杆总成完全被锁住,延时氮气弹簧回程开始前没有回弹。
延时后,冲压回程时,上气室氮气经过内活塞杆进入下气室,同时,被动氮气弹簧的上气室部分氮气经过阀块,进入可控氮气弹簧的下气室,至此完成整个冲压行程。
可供选型的配件规格
标准锁紧型氮气弹簧系统由标准型氮气弹簧、压力开关(机械式或者电子式)、压力表、氮气管路和空气管路构成。
标准型氮气弹簧,有15、30、50、75kN4种压力源提供,每种压力源可以提供固定行程10~160mm,以1mm为单位递增合计151种行程;还可以提供可调行程10、20、30mm直至160mm的16个系列,每个系列提供16个可调行程。
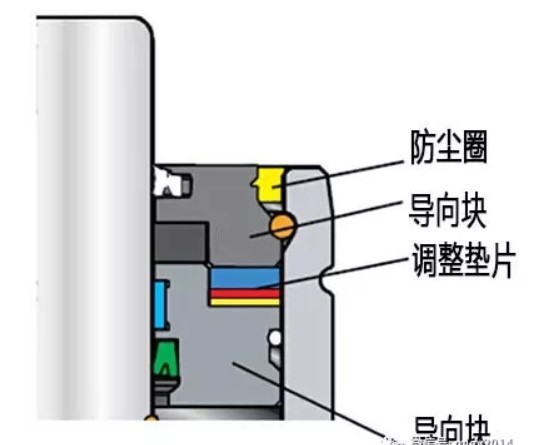
图7 可调行程氮气弹簧结构示意图
行程可调就是在缸体内部设置了1、2、4、8mm的调整垫片(见图7),通过增减、组合这4种垫片,形成包括公称尺寸在内的16种行程,这16种行程的氮气弹簧的缸体高度是相同的。
完全锁紧型氮气弹簧系统由标准型氮气弹簧、被动型氮气弹簧、压力开关、压力表、控制阀块、氮气管路和空气管路构成。
完全锁紧型氮气弹簧系统与标准型氮气弹簧系统一样,压力源由标准型氮气弹簧提供,同样拥有15、30、50、75kN4种压力源,每种压力源可以提供固定行程10~160mm的151种行程;还可以提供可调行程10、20、30mm直至160mm的16个系列,每个系列提供16个可调行程。
被动型氮气弹簧是为了实现弹簧零回弹而设置的,其压力提供有15、30、50kN3种,行程为30mm(15、30kN)和35mm(50kN)。
在汽车冲模中的应用
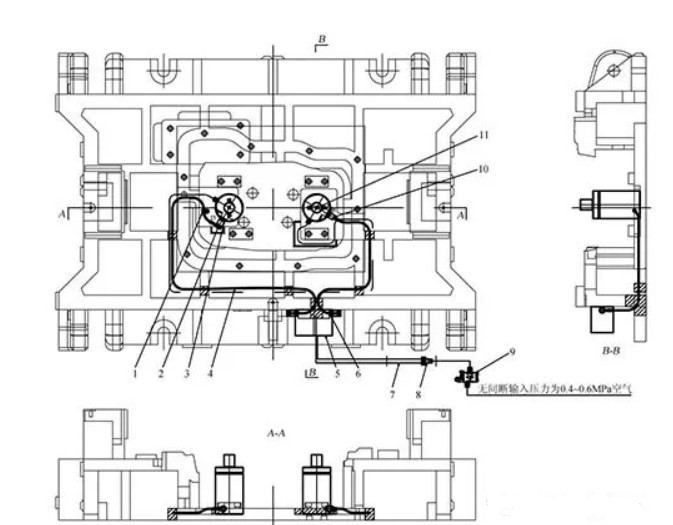
图8 某车型油底壳拉深模下模
1.管夹 2.氮气管路接头 3.氮气管路接头 4.氮气管路软管 5.控制面板 6.氮气管路接头 7.氮气管路软管 8.空气管路接头 9.压力开关 10.氮气管路接头 11.延时氮气弹簧
图8所示是在成形汽车油底壳的拉深模中使用标准锁紧型氮气弹簧系统。通过一个压力控制开关,同时控制2个CS2-1500-40延时氮气缸延时,可有效控制压边过程中材料的起皱及延伸,使得成形的油底壳凸缘光滑平整,有利于油底壳下一工序的成形。系统中2个氮气弹簧氮气管路并联连接到控制表,以此监控系统压力;2个氮气弹簧的空气管路并联连接到压力开关,以此控制氮气弹簧缸体内插装阀的开闭,实施延时功能。
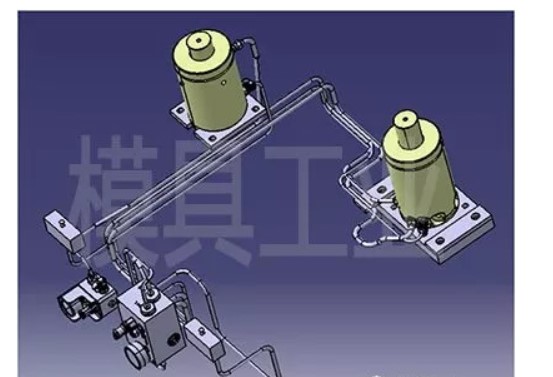
图9 某车型翼子板拉深用完全锁紧型延时氮气弹簧系统
图9所示是在某车型汽车翼子板拉深模中,设置了完全锁紧型延时氮气弹簧系统CS2-3000-60+PS3000-30。
该系统采用标准锁紧型氮气弹簧,阀块与被动氮气弹簧联接;控制表监控被动氮气弹簧压力,阀块上的压力表监控标准锁紧型氮气弹簧的压力;有2个压力开关分别与标准型氮气弹簧、阀块联接,分别控制其插装阀的开闭,以此实施完全锁紧型延时功能。
使用效果
在油底壳和车门内板冲压中,使用延时氮气弹簧系统,改善了拉深和局部成形的制件质量,使得弹性形变得到有效控制。在汽车侧围板冲压生产中,使用延时氮气弹簧系统,有效克服了侧围板与A、B、C柱连接部分的起皱和拉裂缺陷,改善了拉深质量,成形的侧围板强度得到可靠保障。在翼子板拉深成形模中,使用完全锁紧型延时氮气弹簧系统,可有效避免回弹对制件的损伤,保障成形曲面的尺寸。
注意事项
在设计和使用延时氮气弹簧系统时应注意以下事项:
1 提供空气信号的压缩空气的压力最低不能低于0.4MPa,最高不能高于1.0MPa。
2 原则上不同规格系列和不同行程的延时氮气弹簧不可混用。
3 对于完全锁紧型延时氮气弹簧系统,1个被动氮气弹簧最多联接4个同一规格系列行程的延时氮气弹簧。
4 冲压设计和应用的行程必须保障使用选定的满行程,误差不超过±0.5mm。
5 最大冲压速度不可高于0.8m/s,冲床冲次不高于16次/min。
6 被动氮气弹簧是辅助系统锁定用的,不可用于冲压成形。

- 苏州斯托尔克精密机械有限公司 版权所有 Copyright 2015 技术支持:乐搜科技
- 联系电话:18136070685;传真:+086 0512-66718353;邮箱:dfs@strack.cn
- *本站相关网页素材及相关资源均来自互联网,如有侵权请速告知,我们将会在24小时内删除*
- 《中华人民共和国电信与信息服务业务经营许可证》备案号:苏ICP备14007014号-1

扫一扫二维码
联系我们:



